

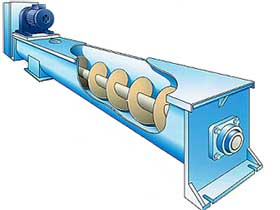
螺旋输送机回转叶片,现场又称之为“绞龙”,在工矿企业中应用最广,是用机械输送物料的螺旋输送机的主要零件,单个的螺纹叶片可以和“天圆地方”一样用solidworks放样折弯来做,也可以在工程图中出展开图,还是非常方便的,除此之外小编再给大家介绍一下螺旋绞龙的各种加工方法,
1. 单个螺旋叶片焊接伸
1.1 solidworks中画螺旋绞龙叶片
1.1.1 先画出单个的叶片
方法就是画出内径和外径的螺纹线,再用放样折弯就行,很简单的做法,小编不贴详细的画法了,自己试试?
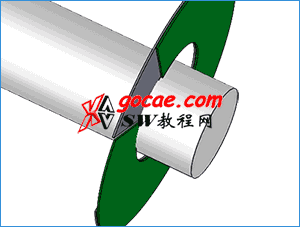
1.1.2 装配叶片
在solidworks装配体里把螺旋绞龙叶片装配好

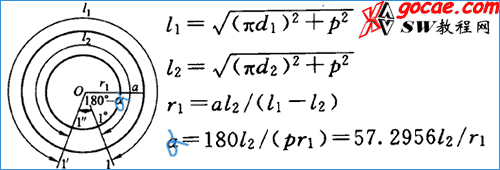
1.2 螺旋绞龙钣金放样的理论计算
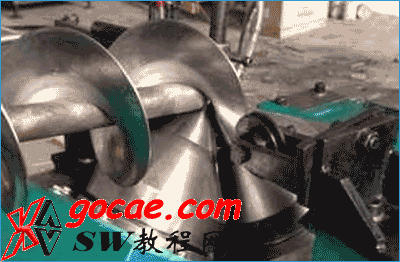
1.3 单个叶片的的螺旋绞龙是如何加工的?
1.3.1 先焊再拉
把下好料的绞龙叶片套到轴上,焊好,再拉到设计螺距。做出的精度小编实在是不好说,因为小编没做过。。。
1.3.2 先冷轧再焊接



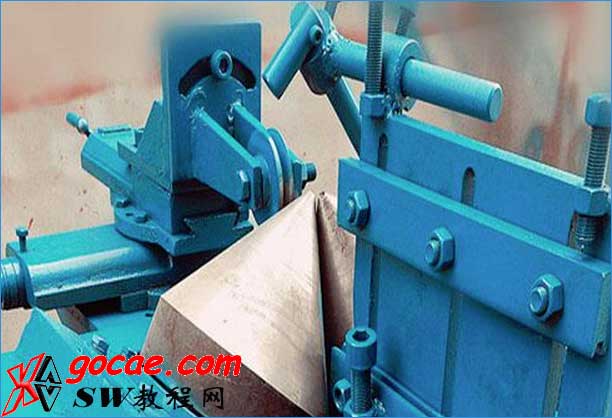
2. 冷轧机连续轧制
螺旋叶片轧机连续轧制等螺距的螺旋叶片已很容易,想要多长要多长,很方便的,而且其应用已经能满足绝大多数用户的要求。但是如果想要轧制变螺距、变直径的螺旋叶片目前无论从理论上的准备、还是从自动控制的现实角度目前还是做不到,
锥辊连续辗轧成形是目前世界上最先进的螺旋叶片成形工艺方法,与传统的方法相比材料的利用率可提高一倍以上,效率可提高90%,技术经济效益十分显著。生产螺旋叶片的锥辊轧机属于特种轧制设备,虽然螺旋叶片的使用领域以及用来轧制螺旋叶片的材料种类已经有了一定程度的扩大,但轧制参数的调整仍然停留在经验调节的水平。
2006年,江苏大学的蒋小平等人成功研制出新一代的LP10型螺旋叶片轧机,这种型号的轧机与第一、二代相比显著不同,其设计具有以下几个特点:
(1)轧辊锥角由传统的69°改变为84°,轧辊小端修改为标准的尖形;
(2)两轧辊夹角在以前的倾斜、错位和升降调节形成的楔形辊缝仍然不能满足轧制要求时,还可以通过机架系统新增加的微调机构实现最大6°的角度调节量;
(3)轧辊与主轴采用直联传动,传动方式采用更有力、更平稳、更可靠的牙嵌配合,在直径Φ100的牙盘上牙嵌齿数达到48个,只要有30%的齿配合良好机组便能可靠运行;
(4)动力采用德国SEW公司生产的斜齿轮减速器,虽然单辊电机功率只有0.75kW,但轧制力达到惊人的17.5t,单辊轧制力矩为400N·m,整机重量却相对很小;
(5)在同一轧机上备有不同规格的轧辊,提高了轧机的利用率,实现一机多用;
(6)轧机零部件用Pro/E三维造型后建立了虚拟样机,运动特性的计算机仿真、数值模拟数据与实际试轧结果表明,该轧机设计是非常成功的。
原文http://www.cmiw.cn/thread-47001-1-1.html
总结:内容收集于网络,小编没搞过绞龙,大家凑合着看。
Comments